
FAQ
FREQUENTLY ASKED QUESTIONS
Faults of three-phase asynchronous motors can be generally divided into two parts: electrical faults and mechanical faults.
Mechanical faults include: improperly sized or damaged bearings, bearing sleeves, oil caps, end caps, fans, seats and other parts, and wear and tear of the shaft parts. Electrical faults mainly include: stator and rotor winding breakage, between turns (phase), to ground, etc.
The stator and rotor are made of mutually insulated silicon steel sheets and are part of the magnetic circuit of the motor. Damage and deformation of stator and rotor cores are mainly caused by the following aspects.
(1)Excessive bearing wear or poor assembly, resulting in stator and rotor rubbing, causing the core surface damage, which in turn causes a short circuit between the silicon steel pieces, increasing the iron loss of the motor, making the motor temperature rise too high, when the application of fine file and other tools to remove the burr, eliminate the silicon steel piece short connection, clean and then coated with insulating paint, and heating and drying.
(2) The surface of the iron core is rusted due to moisture and other reasons, it should be polished with sandpaper, cleaned and coated with insulating paint.
(3) The core or teeth are burnt due to high heat generated by grounding the winding. A tool such as a chisel or scraper can be used to remove the molten material and dry it with insulating paint.
(4) The combination between the core and the machine base is loose, and the original positioning screws can be tightened. If the positioning screws fail, re-drill the positioning holes and tapping on the machine base, tighten the positioning screws.
When the rolling bearing is short of oil, a bony sound will be heard. If a discontinuous stalking sound is heard, it may be a rupture of the bearing steel ring. If the bearing is mixed with sand and other debris or the bearing parts have light wear, it will produce a slight noise. Check after disassembly: first inspect the rolling body of the bearing, inside and outside the steel ring for damage, rust, scars, etc. Then pinch the inner ring of the bearing with your hand and make the bearing level, push the outer steel ring with your other hand, if the bearing is good, the outer steel ring should rotate smoothly, no vibration and obvious jamming in the rotation, no regression of the outer steel ring after stopping, otherwise the bearing can no longer be used. The left hand stuck in the outer ring, the right hand pinch the inner steel ring, force to push in all directions, if you feel very loose when pushing, is a serious wear.
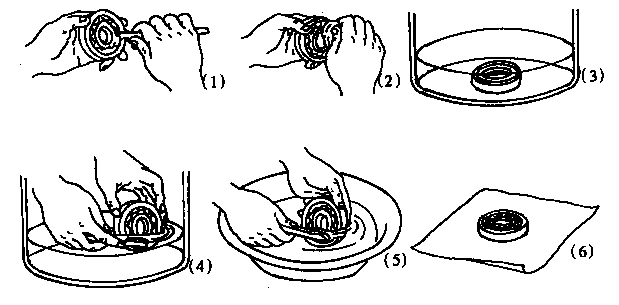
Fault repair bearing surface rust spots available 00 sandpaper wipe out, and then into the gasoline cleaning; bearing cracks, inside and outside the ring broken or bearing excessive wear, should be replaced with new bearings. When replacing the new bearing, use the same type of bearing as the original one. Bearing cleaning and refuelling.
Bearing cleaning process: first scrape the waste oil from the surface of the steel ball; wipe away the residual waste oil with a cotton cloth; then dip the bearing in petrol and scrub the steel ball with a brush; then rinse the bearing in clean petrol; finally put the bearing on paper to make the petrol evaporate and dry.
Bearing greasing process: For the selection of rolling bearing grease, the main consideration is the operating conditions of the bearing, such as the use of the environment (wet or dry), the working temperature and the motor speed. The capacity of the grease should not exceed 2/3 of the volume of the bearing chamber.
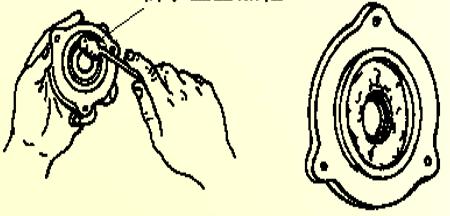
When adding lubricating oil to the bearing, the oil should be squeezed in from one side of the bearing and then the excess oil should be gently scraped away with a finger, as long as the oil can be added until it can seal the steel ball flatly. When adding lubricating oil to the bearing cover, do not add too much, about 60-70% is sufficient.
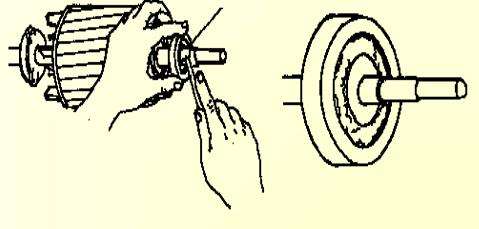
(1)shaft bending if the bend is not large, can be repaired by grinding shaft diameter, slip ring method; if the bend is more than 0.2mm, the shaft can be put under the press, in the shot bending pressure correction, corrected shaft surface with lathe cutting grinding; such as bending is too large need to be replaced by a new shaft.
(2) Shaft neck wear shaft neck wear is not much, can be in the neck of a layer of chromium plating, and then grinding to the required size; wear more, can be in the neck of the overlay welding, and then to the lathe cutting and grinding; if the journal wear is too large, also in the journal of 2-3mm, and then turn a sleeve while hot set in the journal, and then turning to the required size.
Shaft crack or fracture shaft transverse crack depth does not exceed 10%-15% of the shaft diameter, longitudinal cracks do not exceed 10% of the shaft length, can be remedied by overlay welding method, and then fine turning to the required size. If the crack in the shaft is more serious, a new shaft is required.
If there are cracks in the housing and end cover, they should be repaired by overlay welding. If the clearance of the bearing bore is too large, which causes the bearing end cover to be too loose, the bearing bore wall can be evenly burred by using a punch, and then the bearing can be put into the end cover, and for motors with larger power, the required size of the bearing can also be machined by inlaying or plating.
The motor installation base is not level. Level the motor base and fix it firmly after leveling the foundation.
The equipment is not concentric with the motor connection. Re-correct the concentricity.
The rotor of the motor is not balanced. Static or dynamic balancing of the rotor.
The belt pulley or coupling is unbalanced. Pulley or coupling calibration balancing.
Rotor shaft head bent or pulley eccentric. Straighten the rotor shaft, set the pulley straight and then set the set for re-turning.
Incorrect connection of the stator winding, local short circuit or grounding, resulting in unbalanced three-phase current and causing noise.
Foreign matter or lack of lubricating oil inside the bearing. Clean the bearings and replace with new lubricant for 1/2-1/3 of the bearing chamber.
Loose displacement between stator and housing or rotor core and rotor shaft. Check the wear condition of the fit, re-welding, processing.
Stator and rotor false rubbing. Find the high point of the iron core, grinding processing.
Electromagnetic noise during motor operation. Difficult to eliminate by repair.
|
Insulation class |
Temp.(℃) |
|
Insulation class |
Temp.(℃) |
|
Y A E B |
90 105 120 130 |
F H C |
155 180 >180 |
① low viscosity, high solids content and ease of immersion.
② fast curing, strong bonding and elasticity.
③High electrical properties, heat resistance, moisture resistance and chemical stability.
a) Shaft and tile gap is too small.
b) Small oil bladder opening and insufficient oil feed.
c) high temperature of lubricating oil.
d) Shaft tile research injury.
e) poor oil return and insufficient oil feed.